|
Приставка (рисунок 1) предназначена для испытания твердости металлов. Степень твердости характеризуется глубиной отпечатка шарика определенного диаметра на поверхности испытываемого образца под действием заданной нагрузки в течение определенного времени.
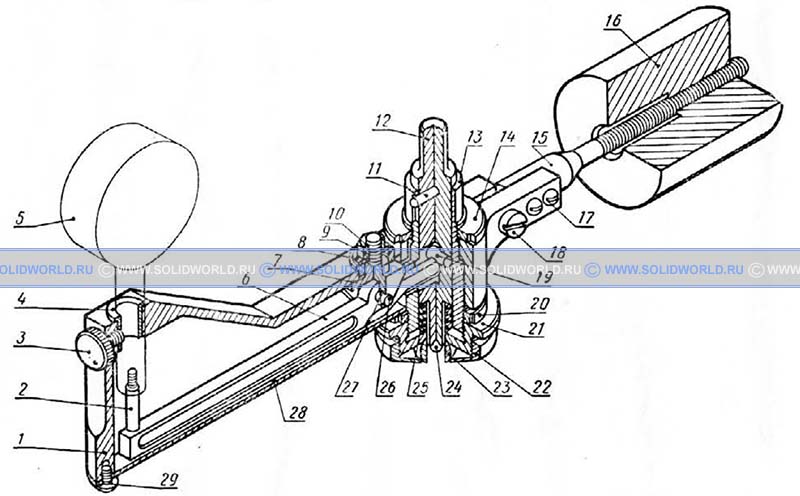
Рисунок 1 - Приставка индикаторная к прессу Бринелля
Рассмотрим порядок сборки прибора и работу его.
В отверстие d12 мм корпуса 1 сверху запрессовывают втулку 8. Плоскость среза в отверстии d8 мм ее должна быть параллельна продольной оси корпуса. В отверстие втулки снизу пропускают вилку 7 и затягивают гайкой 10 с шайбой 9.
Далее собирают вместе детали 11, 12, 13, 19 и 24.
В отверстие d4 мм штока 12 запрессовывают призму 19 так, чтобы ребро ее было направлено в сторону сферической выемки штока. В эту выемку завальцовывают шарик 24. Затем шток вставляют шариком вниз в отверстие цилиндра 13. При этом отверстие штока d3 мм должно быть расположено против сквозной прорези цилиндра 13. В это отверстие забивают штифт 11, который ограничивает движение штока в цилиндре в пределах прорези. Собранные детали вставляют в корпус 1 снизу так, чтобы цилиндр 13 вошел в расточку d22 мм до упора в заплечик, а прорези его расположились вдоль корпуса, причем нижняя несквозная должна быть справа. Шток 12 при этом устанавливают так, чтобы ребро призмы 19 расположилось па уровне оси отверстия d3 мм вилки 7.
Цилиндр 13 закрепляют в корпусе винтом 18 и гайкой 14. Затем рычаг 6 коротким плечом вводят снизу наклонно в прорезь цилиндра под призму 19, а затем устанавливают в корпусе горизонтально. Через ушки вилки 7 и отверстие рычага 6 пропускают палец 26, удерживаемый от выпадения шплинтом 27.
К корпусу 1 снизу крепят тремя винтами 29 крышку 28. Снизу на цилиндр 13 навинчивают гайку 20. Ее положение по высоте на цилиндре 13 обусловлено положением шаровой опоры 23, о чем сказано ниже.
На конец штока 12 с шариком надевают пружину 25, а затем на цилиндр навинчивают до упора в гайку 20 обойму 21. В обойму помещают шаровую опору 23 большим диаметром конического отверстия вверх. Опора 23 удерживается от выпадения крышкой обоймы 22, навинчиваемой на обойму 21. Обойму 21 фиксируют гайкой 20 в таком положении, при котором торцовая плоскость шаровой опоры 23 оказывается ниже плоскости, касательной к шарику 24, а к моменту начала испытания (вдавливания шарика в образец) - касательной к шарику.
На чертеже изобразите момент начала испытания. При этом определится положение обоймы 21 и гайки 20 по высоте. Между гайкой 20 и крышкой 28 будет зазор - 1,5 мм.
Слева к корпусу 1 винтами 17 крепят дополнительное плечо 15, на которое навинчивают противовес 16. Расточка d8 мм противовеса обращена к плечу 15.
В отверстие d10 мм корпуса 1 вставляют втулку 4. Через нее пропускают индикатор 5 с предварительно ввернутым в его гнездо удлинителем 2. Индикатор (рисунок 2) фиксируют в корпусе винтом 3 в положении, когда удлинитель 2 касается длинного плеча рычага 6.
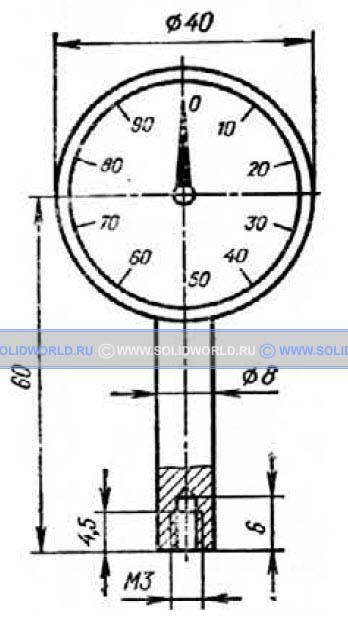
Рисунок 2 - Индикатор часового типа
При измерении твердости приставка перемещается вместе со штоком пресса (шток на чертеже не показан) вертикально по направлению к поверхности исследуемого образца. При соприкосновении с образцом шаровой опоры 23, выступающей из крышки обоймы 22, движение приставки прекращается. Наступает момент вдавливания шарика в образец под действием нагрузки, передаваемой через шток 12. Пружина 25 сжимается, штифт 11 скользит в пазу цилиндра 13, призма 19 нажимает на плечо рычага 6. Длинное плечо рычага толкает удлинитель 2 индикатора 5. Стрелка индикатора показывает глубину отпечатка шарика 24, в соответствии с которой по таблице рассчитывают твердость.
Негоризонтальность плоскости испытуемого образца компенсируется поворотом шаровой опоры 23 в пределах, предусмотренных конусностью ее отверстия.
Примечание. Чертежи деталей 5, 9, 10, 11, 17, 18, 24, 27 и 29 не даны. Их следует найти в технических справочниках по указанным ниже ГОСТам. Дет. 5 - индикатор, покупной прибор для измерения глубины отпечатка шарика (рисунок 2). На сборочном чертеже его показать на главном виде линией, применяемой для изображения пограничных деталей. Дет. 9 - шайба 5, ГОСТ 11371-68*; дет. 10 - гайка М5, ГОСТ 2526-70; дет. 11 - штифт цилиндрический Зх16, ГОСТ 3128-70; дет. 17 - винт МЗх10, ГОСТ 17473-72; дет. 18 - винт М4х12, ГОСТ 1491-72; дет. 24 - шарик Нd5, ГОСТ 3722-60; дет. 27 - шплинт 1х6, ГОСТ 397-66*; дет. 29 - винт МЗх6, ГОСТ 17473-72.
Детали 9, 10, 17 и 18 подлежат воронению. На сборочном чертеже отметить это в спецификации в графе «Примечание».
Трехмерную модель приставки индикаторной к прессу Бринелля по которому была составлена данная статья Вы можете скачать в разделе download.
|
|




 Версия для печати
Версия для печати Скачать статью
Скачать статью