Тема работы: Компьютерное 3D моделирование и конечно-элементный анализ процесса изготовления гнутого профиля, включающий процессы перфорации, формовки и рубки.
Представляем Вашему вниманию 3-d модель и математическое моделирование процесса изготовления гнутого профиля.
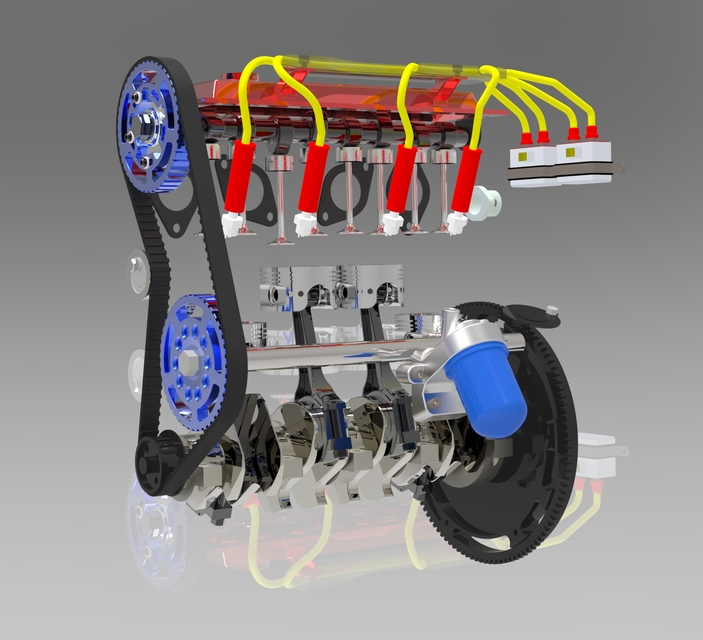
3D модель представлена следующими элементами (рис. 1): заготовкой 1, роликовым перфоратором 2, роликовой оснасткой 3,отрубным штампом 4. Процесс изготовления заключается в следующем: заготовка 1 поступает в роликовый перфоратор 2, где пробиваются необходимые отверстия, далее перфорированная заготовка поступает в роликовые калибры состоящие из 8 пар, здесь плоская заготовка формуется в профиль с заданным поперечным сечением, далее заготовка поступает в отрубной штамп, где разделяется на изделия необходимой длины. Работа выполнена с применением программ построения 3D тел и плоскостей, а также программы математического моделирования LS-DYNA.
Рис. 1. Элементы процесса изготовления профиля: 1 – заготовка, 2 – роликовый перфоратор, 3 – роликовая оснастка, 4 – отрубной штамп
Уникальные особенности исследования:
1. Возможность проанализировать весь процесс изготовления гнутого профиля начиная от захода заготовки, заканчивая рубкой готовой детали.
2. Исследование включает все этапы начиная от построения 3-х мерной модели до полного конечно-элементного анализа процесса изготовления профиля.
3. Все рассматриваемые основные элементы модели несут важную для разработчика информацию:
- НДС (напряженно-деформируемое состояние) в любой точке модели в любой момент времени изготовления детали;
- силовые, контактные, энергетические и другие характеристики, как на исходной заготовке, так и на формующем, отрубном инструменте;
- моделирование позволяет показать узкие места процесса изготовления и акцентировать внимание разработчика именно на этих моментах.
При разработке данного процесса применены новые уникальные разработки, а именно: Для пробивки отверстия, как правило, применяют либо штамп, имеющий верхнюю и нижнюю плоскость либо роторный перфоратор, имеющий верхний и нижний ролики, где, верхний имеет пуансоны, а нижний матрицу.
В нашем случае используется комбинация этих двух устройств. Верхний элемент имеет форму ролика с расположенными на нем пуансонами, а нижний элемент форму плоской матрицы. Такая форма перфорирующих элементов позволяет удержать заготовку от накручивания на радиусный элемент ролика. Также могут быть применены специальные элементы позволяющие уровнять или синхронизировать скорость перемещения элементов пуансона и матрицы относительно заготовки.
Конечно-элементный анализ процесса формовки позволяет выявить возможные дефекты еще до изготовления формующего, перфорирующего или отрубного инструмента в металле. Для конечно-элементного моделирования нами была использована программа моделирования процессов динамики – LS-DYNA.
Поскольку процесс формовки и рубки является динамичеким процессом, то данная программа позволяет оценить происходящие процессы в заготовке весьма с большой точностью.
По формующему стану.
- Для формовки профиля используется 8 пар роликовой оснастки. При этом технологическая схема формовки спроектирована по новой методики профилирования методом интенсивного деформирования. Применение данного метода позволяет значительно уменьшить количество используемых переходов. В нашем случае это 8 переходов по сравнению с зарубежными аналогами, где этот же профиль изготавливается за 14 переходов. Нужно отметить, что интенсификация процесса вызывает повышенные продольные деформации, которые могут проявляться в дефекте кромковой волнистости на готовом профиле. Для исключения этого в методе интенсивного деформирования могут использоваться как особые схемы воздействия на элементы профиля для исключения данного дефекта, так и введение дополнительных межклетьевых устройств.
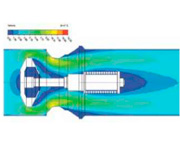
Моделирование процесса формовки в программе LS-DYNA выявило образование дефекта кромковой волнистости на последних переходах (рис. 2). Для предотвращения данного дефекта были введены специальные дополнительные устройства позволяющие перераспределить деформацию на несколько переходов. Данный подход позволяет предотвратить дефекты профиля еще на стадии разработке технологической оснастки.
Рис.2. Анализируемая модель роликовой оснастки и образование дефекта кромковой волнистости на профиле
По отрубной оснастке Поскольку профиль изготавливается из непрерывной ленты, то возникают задачи его рубки на определенную длину. В данном случае профиль рубится в отрубном штампе, состоящий из матрицы и пуансона. Основной проблемой при проектировании отрубного устройства это выбор оптимальной формы ножа. Для этой задачи также могут быть привлечена программа математического моделирования. В программе LS-DYNA был смоделирован процесс рубки профиля пуансонами различной формы и выбран наиболее оптимальный, позволяющий качественно отрубить профиля при минимальном приложенном давлении, что было достигнуто за счет равномерного распределения усилия от начала до конца руба.




 Версия для печати
Версия для печати Скачать статью
Скачать статью