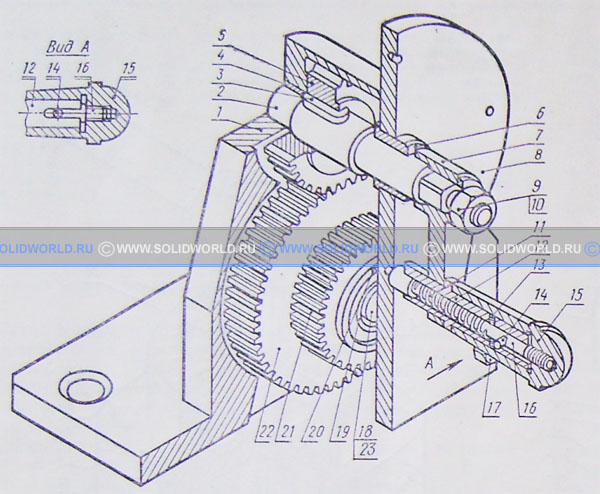
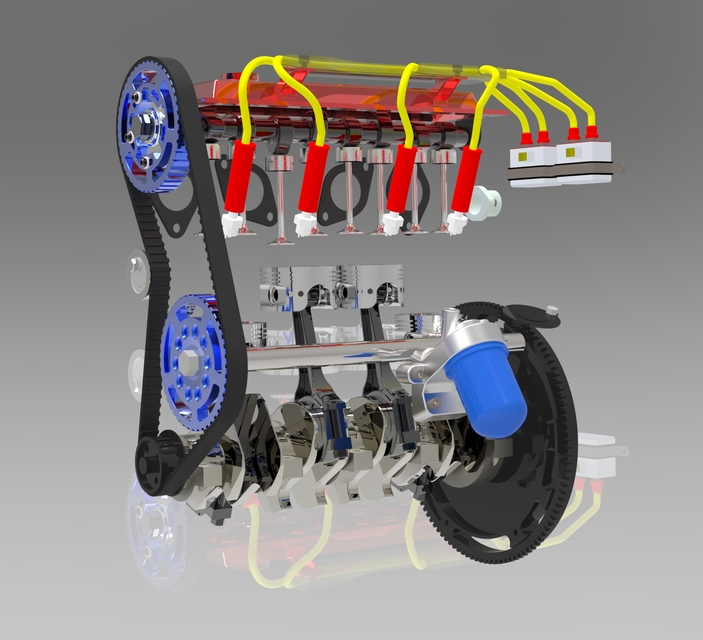
При фрезеровании зубчатых реек на горизонтально-фрезерном станке необходимо после изготовления каждой впадины между зубцами перемещать стол станка точно на величину шага рейки. Для этой цели служит делительное приспособление.
Рисунок 1 - Делительное приспособление
Приспособление собирают в следующем порядке.
Приспособление состоит из нескольких узлов, каждый из которых сначала собирают отдельно, а затем монтируют вместе.
Узел I. На валик 2 надевают зубчатое колесо 5 так, что цапфа валика диаметром 20 мм. выступает за плоский торец колеса на 19 мм. Валик соединяют с колесом шпонкой 3.
Узел II. В отверстие зубчатого колеса 22 запрессовывают бронзовую втулку 19; фаска втулки должна быть обращена в сторону удлиненной части ступицы колеса. На ступицу диаметром 40 мм зубчатого колеса 22 насаживают зубчатое колесо 21 так, чтобы плоский торец последнего сел на выступ диаметром 50 мм. детали 22. Зубчатые колеса 22 и 21 скрепляют шпонкой 20.
Узел III. В отверстие диаметром 18 мм. рычага 7 со стороны фаски запрессовывают до упора коротким концом втулку 12. Фиксатор 16 с надетой на него пружиной 11 вставляют во втулку 12 (резьбой М6 со стороны запрессованного конца втулки). При этом стержень фиксатора диаметром 8 мм. проходит между концами винтов 13, а пружина 11 ими задерживается. Чтобы фиксатор не мог выпасть из втулки 12, в его отверстие диаметром 4 мм. через прорези во втулке забивают штифт 14. На конец фиксатора навинчивают до упора ручку 15. Правильно собранный фиксатор должен при оттягивании ручки подаваться вместе с ней, а при отпускании ручки – возвращаться пружиной в первоначальное положение.
Узел IV. В отверстие диаметром 16 мм. корпуса 1 запрессовывают до упора палец 18. Для большей надежности палец дополнительно стопорят в корпусе винтами 23. Два отверстия под винты сверлят и нарезают совместно в корпусе и пальце при сборке; оси отверстий располагают в вертикальной плоскости на расстоянии 16 мм. В другое отверстие корпуса диаметром 25 мм. С внутренней стороны запрессовывают до упора втулку 4.
Узел V. В отверстие диаметром 32 мм. крышки 8 со стороны фаски запрессовывают до упора втулку 6. Втулки 6 и 4 служат подшипниками для валика 2.
Затем монтируют готовые узлы. Валик 2 в сборе вставляют коротким концом во втулку 4. Узел II надевают на палец; при этом зубчатые колеса 5 и 22 должны войти в зацепление. Затем корпус закрывают крышкой 8 (гнезда диаметром 4 мм в крышке должны быть обращены наружу); крышку крепят к корпусу болтами 17. На квадратный конец выступающего сквозь крышку валика 2 насаживают рычаг 7 в сборе с узлом III и закрепляют на валике гайкой 9, под которую предварительно подкладывают шайбу 10.
Этим заканчивают сборку приспособления. Теперь фиксатор может быть введен в любое отверстие диаметром 4 мм. на крышке приспособления. При повороте фиксатора на 90 градусов поворачивается на некоторый угол и зубчатое колесо 21, которое передает вращение зубчатому колесу привода подачи стола горизонтально-фрезерного станка (не входит в комплект приспособления).
Передаточные числа зубчатых колес заранее подбирают так, чтобы при повороте фиксатора на 90 градусов стол фрезерного станка, на котором закреплено приспособление, передвигался на величину шага нарезаемой рейки.
Примечание:
Чертежи деталей 3, 9, 10, 13, 14, 17, 20 и 23 не даны: дет. 3 – шпонка, ГОСТ 8789–68; дет. 9 – гайка, ГОСТ 5927–70; дет. 10 – шайба, ГОСТ 11371–68; дет. 13 – винт М5хЗ, ГОСТ 1477–64; дет. 14 – штифт цилиндрический 4х18, ГОСТ 3128–70; дет. 17 – болт, ГОСТ 7808–70; дет. 20 – шпонка, ГОСТ 8789–68; дет. 23 – винт М6х8, ГОСТ 1477–64. Перечисленные стандартные детали надо найти по номеру ГОСТа в технических справочниках. Недостающие размеры этих деталей выбрать по таблицам ГОСТов, учитывая назначение деталей в сборочной единице; необходимое количество их установить самим. Обозначения стандартных деталей в спецификации сборочного чертежа должны отвечать условным обозначениям, принятым в ГОСТах.
Трехмерную модель делительного приспособления по которому была составлена данная статья Вы можете скачать в разделе download.




 Версия для печати
Версия для печати Скачать статью
Скачать статью