|
Штамп (рисунок 1) предназначен для гибки шплинтов диаметром 8 мм, однако при изменении размеров пуансона и матрицы, не требующем переделки конструкции штампа, он может служить для гибки шплинтов и других размеров. Штамп собирают в следующем порядке.
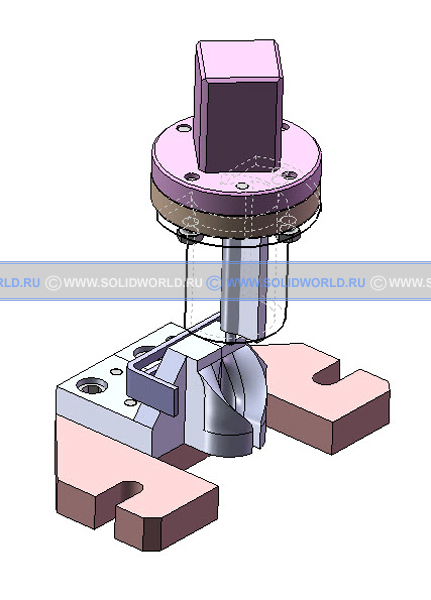
Рисунок 1 - Штамп для гибки шплинтов
К нижней плите 1 четырьмя болтами 5 крепят матрицу, состоящую из двух половин – левой (дет. 2) и правой (дет. 3). Внутренняя поверхность матрицы сверху вниз плавно изменяется от вертикальной плоскости до поверхности, создающей при штамповке очертания внешнего контура головки окончательно изогнутого шплинта. Положение деталей 2 и 3 на плите 1 фиксируется четырьмя цилиндрическими штифтами 4. К матрице двумя винтами 6 крепят ограничитель 13, изогнутый конец которого находится слева и обращен к зрителю. Теперь детали 1, 2, 3, 4, 5, 6 и 13 собраны в один узел.
Далее собирают другой узел. Пуансон 12, поперечное сечение которого соответствует очертанию головки шплинта, верхним концом вставляют в отверстие пуансонодержателя 10, расклепывают и обрабатывают заподлицо. Цилиндрический выступ пуансонодержателя диаметром 70 мм вставляют в соответствующую расточку упора 11 со стороны фланца. Упор 11 предотвращает изгиб заготовки шплинта во фронтальной плоскости в момент перемещения пуансона вниз. Второй выступ пуансонодержателя диаметром 125 мм вставляют в цилиндрическое углубление верхней плиты 8. Детали 8, 10 и 11 скрепляют четырьмя болтами 9, причем один болт, благодаря вырезу на детали, скрепляет только детали 8 и 10. Относительное положение деталей 8 и 10 при сборке определяется установочным штифтом 7. Детали 7, 8, 9, 10, 11 и 12 составляют второй узел.
Затем нижнюю плиту первого узла прикрепляют к столу пресса, а хвостовик верхней плиты второго узла соединяют с ползуном пресса.
Рассмотрим работу штампа. Ее можно расчленить на следующие операции.
1. Ограничитель 13 устанавливают так, чтобы получить нужную длину шплинта;
2. Ползун пресса ставят в верхнее положение с таким расчётом, чтобы между вертикальной плоскостью матрицы и цилиндрическим выступом пуансона диаметром 8 мм образовался зазор, равный толщине заготовки шплинта (пуансон при этом находится в крайнем верхнем положении).
3. В зазор вставляют заготовку шплинта, которая одним концом упирается в ограничитель.
4. Пуансон с упором перемещают вниз, при этом заготовка шплинта следует за ним и изгибается по направляющей поверхности матрицы, которая придает заготовке в конечной стадии движения пуансона необходимую форму.
5. Шплинт, пройдя через матрицу, слегка разжимается вследствие упругости материала. Поэтому при ходе ползуна пресса вверх шплинт цепляется за край матрицы, снимается с выступа пуансона и проваливается в отверстие стола пресса. Геометрия направляющей поверхности матрицы, изготовленной по закону образования винтового-цилиндроида, показана на рисунке 2.
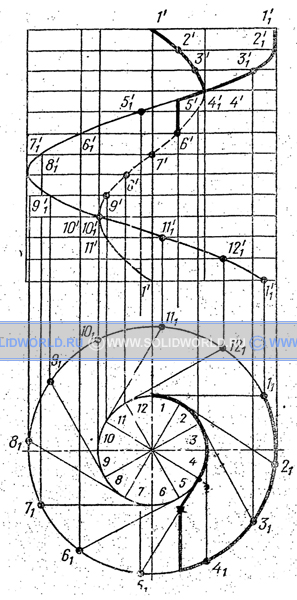
Рисунок 2 - Геометрия направляющей поверхности матрицы
Трехмерную модель штампа для гибки шплинтов по которому была составлена данная статья Вы можете скачать в разделе download.
|
|




 Версия для печати
Версия для печати Скачать статью
Скачать статью