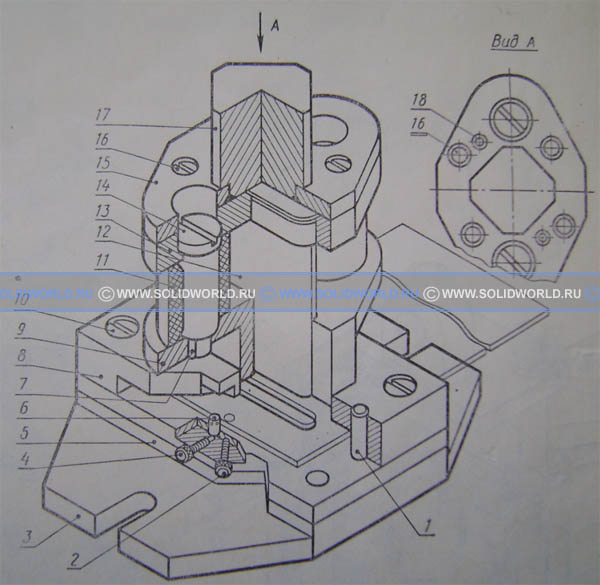
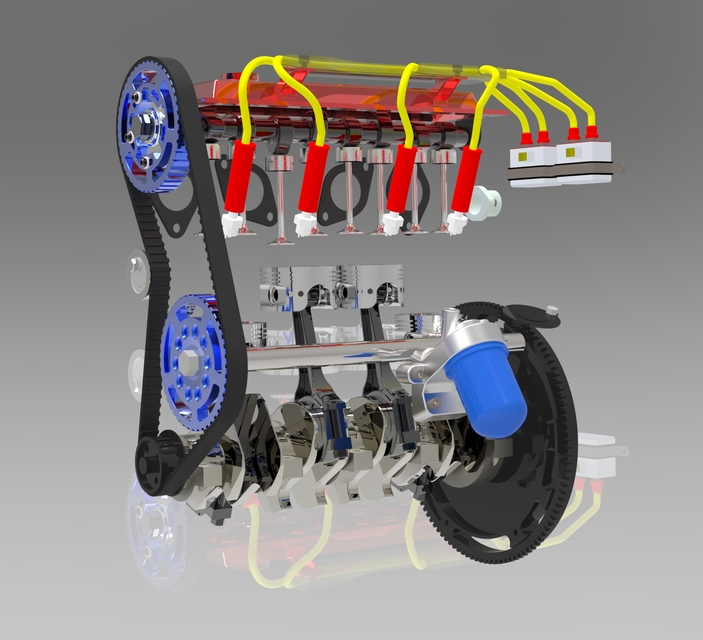
Рассматриваемый штамп (рисунок 1) предназначен для изготовления из фанеры дверных решеток. Форма решетки показана на рисунке 2.
Рисунок 1 - Штамп для изготовления фанерных решеток
Рисунок 2 - Чертеж фанерной решетки
Штамп собирают в следующем порядке. На выступ подушки 3 устанавливают матрицу 5, при этом прямоугольные вырезы размером 24 мм в подушке и на матрице должны совпадать. В отверстие диаметром 8 мм. матрицы, расположенное на расстоянии 46 мм от оси окна, вставляют до отказа упор 6 фаской 1х45 град. вниз и закрепляют винтом 4. Направляющую плиту 8 накладывают на матрицу так, чтобы гнезда для цилиндрических головок винтов 10 оказались наверху, а несимметричный вырез плиты – на стороне матрицы, имеющей прямоугольный вырез. Взаимное положение деталей 3, 5 и 8 фиксируют штифтами 1, после чего их скрепляют винтами 10. Теперь детали 1, 3, 4, 5, 6, 8 и 10 собраны в отдельный узел.
Далее собирают второй узел. Хвостовик 17 цилиндрической частью диаметром 60 мм. вставляют до упора в отверстие верхней планки пуансонодержателя 15 со стороны, не имеющей фаски. Фаска на цилиндрической части хвостовика и фаска в отверстии пуансонодержателя образуют разделку под сварку, по которой детали свариваются.
Затем собирают третий узел. На прижим 9 устанавливают два буфера 11 так, чтобы оси отверстий М20 прижима совпали с осями буферов. Буфера располагают на прижиме со стороны, противоположной выступу. На буфера кладут нижнюю планку пуансонодержателя 13, в которую предварительно запрессовывают пуансон 12. Пуансон при этом должен нижней частью входить в направляющее окно прижима 9. Детали 9, 11 и 13 соединяют винтами 14. Чтобы во время работы винты 14 не вывинчивались, их стопорят винтами М5х8 (дет. 7). Два гнезда под винты 7 сверлят и нарезают совместно в деталях 9 и 14 при сборке. Оси гнезд располагают в продольной плоскости симметрии прижима на образующих наружного цилиндра резьбы М20. Сборку третьего узла на этом заканчивают.
После этого собирают штамп из отдельных узлов. Верхнюю планку 15 пуансонодержателя устанавливают на нижнюю планку 13 с таким расчетом, чтобы оси отверстий диаметром 10 мм. на обеих деталях совпали. Достигнув указанного положения, в эти отверстия вставляют штифты 18 и скрепляют узлы винтами 16. Теперь второй и третий узлы собраны.
Квадратной частью хвостовик 17 вставляют в гнездо штока эксцентрикового пресса. На главном виде сборочного чертежа выступ прижима 9 должен входить на 8-10 мм в окна направляющей плиты 8.
Рассмотрим работу штампа.
Фанерную заготовку короткой стороной подают в окно 146х15 мм. направляющей плиты 8 до упора 6. Затем прижимом 9 равномерно и близко к линии реза прижимают часть заготовки к матрице, и пуансон вырубает в не отверстие (рисунок 2). Когда первые отверстия во всех заготовках будут вырублены, упор переставляют во второе отверстие матрицы, которое расположено на расстоянии 33 мм. от продольной оси окна, и закрепляют винтом 2. После этого заготовку той же стороной подают в окно и ранее вырубленным отверстием надевают на упор. Натянув на себя до отказа заготовку, вырубают второе отверстие. Так поступают со всеми заготовками партии. Затем, не переставляя упора, заготовку той же стороной подают в окно и вторым отверстием надевают на упор. Натянув на себя да отказа заготовку, вырубают третье отверстие и т.д. Во всей заготовке вырубают десять отверстий. В результате этого крайние отверстия будут находиться на расстоянии 35 мм. от кромок коротких сторон детали.
Примечание. Чертежи деталей 1, 7, 10, 16 и 18 не даны. Их надо найти по номеру ГОСТа в технических справочниках: дет. 1 и 18 – штифты цилиндрические, ГОСТ 3128-70; дет. 7 – винт, ГОСТ 1477-64; дет. 10 и 16 – винты, ГОСТ 1491-72. Размеры стандартных деталей выбрать по таблицам ГОСТов, учитывая назначение деталей в сборочной единице. Необходимое количество деталей установить самим.
Трехмерную модель штампа по которому была составлена данная статья Вы можете скачать в разделе download.




 Версия для печати
Версия для печати Скачать статью
Скачать статью